Pressure Relief Device Inspection Frequency
Asme Pressure Relief Valve Testing Validyne Engineering
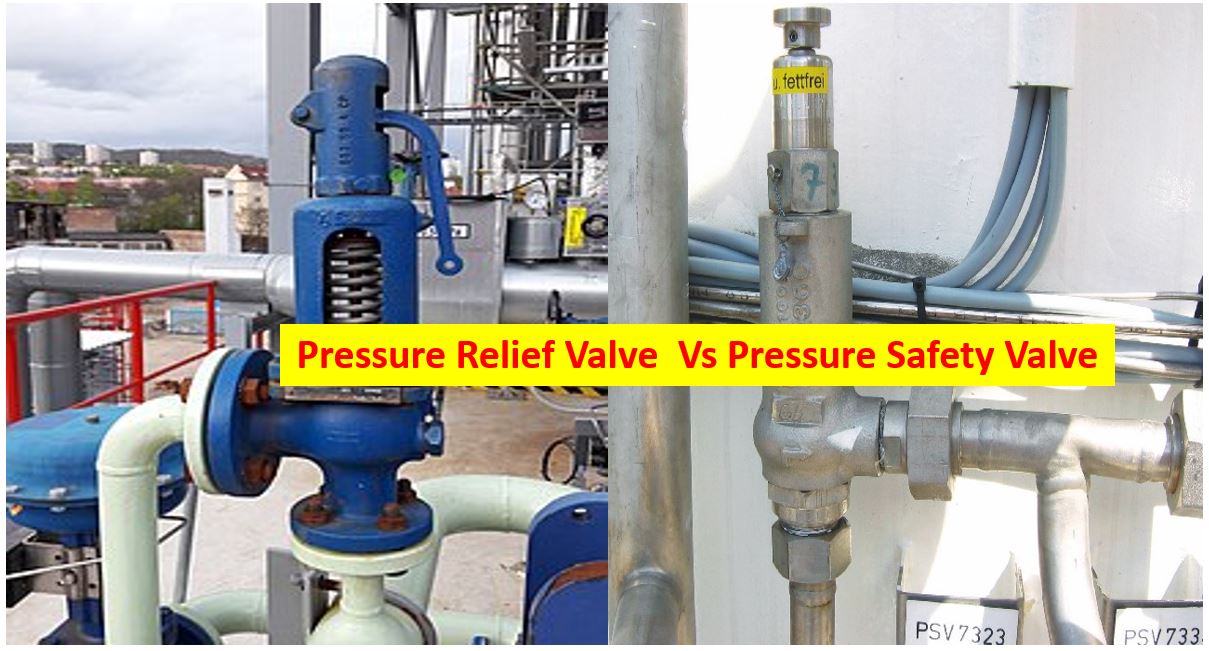
Pressure Relief Valves

Do You Know Whether It Is A Safety Or A Relief Valve Asset Management Engineers

What Is The Required Frequency Of My Relief Valve S Maintenance Safteng
Masterclass Pressure Relief Safety Devices Part 18

An Introduction To Pressure Regulators Types Selection And Application In 2020 Pressure Regulators Relief Valve
Api rp 576 inspection of pressure relieving devices is a recommended practice developed and published by the american petroleum institute api that describes inspection and repair practices for automatic pressure relieving devices commonly used in the oil and petrochemical industries and is intended when used properly to help ensure these devices perform properly.
Pressure relief device inspection frequency. In general there is the at least every 5 years interval that is ever so popular and the vast majority of manufacturers will require their rv s the be. The inspection should verify that. Their proper function is essential. Repair and alteration by api recommended practice 576 inspection of pressure relieving devices by.
Pressure relief device inspection review of nbic part 2 par. Asme ptc 25 for pressure relief devices which majorly is used for assessment of testing facility and apparatus for safety valves. 2 2 5 pressure relief devices pressure relief devices such as safety valves pressure relief valves and rupture disks prevent a system from becoming over pressurized. In my last several process safety courses i had several request for code requirements surrounding relief valve maintenance e g.
Determining the correct interval for pressure relief valve inspection testing and maintenance remains a major challenge for facilities covered by the u s. Inspection replacement and or rebuild frequencies. Occupational safety and health administration process safety management standard. A pressure relief device is the last line of defense for safety.
Pressure relief devices are used to provide a means of venting excess pressure which could rupture a boiler or pressure vessel. The maximum thorough inspection intervals and pressure relief valve servicing intervals that can be assigned for specific types of pressure equipment are defined in a progressive grading system that was developed based on industry experience. Updated november 2016 1. Pressure relief devices must be inspected according to the frequency listed in table 3.
If all other safety devices or operating controls fail the pressure relief device must be capable of venting excess pressure. Following link provide you the step by step activities required for pressure safety valve inspection in manufacturing process.

Safety Valves Inspection Reason For Inspection Instrumentation And Control Engineering

Pressure Relief Valves
Https Www Nationalboard Org Sitedocuments Nbic 20meetings Agenda 20nbic 200712 20attachment 205 20att 203 Pdf
Scottsdigitalmarketing Guidelines On The Maintenance Of Pressure Relief Valves On Board Gas Carriers

Pressure Safety Valve Testing Pressure Testing Ralston Instruments

Pressure Relief Valves An Overview Sciencedirect Topics
Http Www Interflow Th Com Information Product More Srv 20pop Pdf
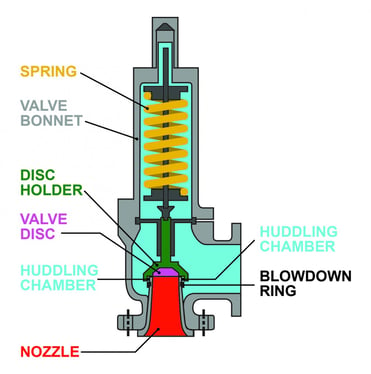
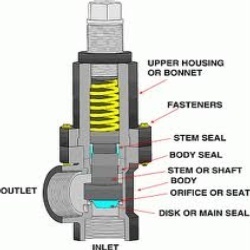
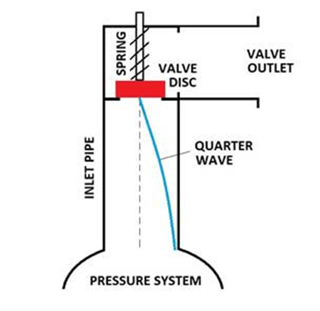
Spring Loaded Relief Valve Details Valve Internals

Pressure Relief Valves For Air Compressors Vmac

Fire Sprinkler Risers Benefits Components Of Pre Fabricated Fire Sprinkler Riser Manifolds

Pdf Risk Based Method To Establish Inspection Intervals For Prds
Pdf Extending Pressure Relief Valve Inspection Intervals By Using Statistical Analysis Of Proof Test Data

How To Test Your Temperature And Pressure Relief Valve

Lifecycle Management Of Pressure Relief Valves

Pressure Safety Valve Inspection

The Complete Guide To Inspection Tags For Boilers Valves More Mpc
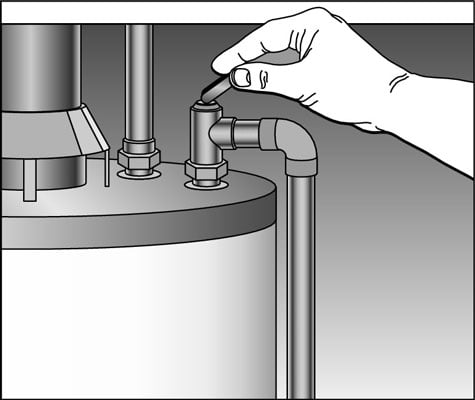
Testing Your Water Heater Temperature And Pressure Relief Valve Dummies
Https Www Icheme Org Media 10336 Xiii Paper 39 Pdf
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqukjkk4ynvugmqa7mczauebgcles4hvw7zvwqiu Ezo7o5jaqk Usqp Cau

Pressure Relief Valve Testing Requirements Accutest Systems

Valves Pressure Relief Valve Maintenance Plant Services

Fire Risers Part 2 Wet Pipe Components And Assemblies

Pressure And Vacuum Relief Vents Protectoseal

Pdf Analysis Of Safety Relief Valve Proof Test Data To Optimize Lifecycle Maintenance Costs

Conservator An Overview Sciencedirect Topics
Http Www Parker Com Literature Refrigerating 20specialties 20division Literature Product 20bulletins 312658 Pdf

Best Practices For Testing Pressure Relief Valves Mpc
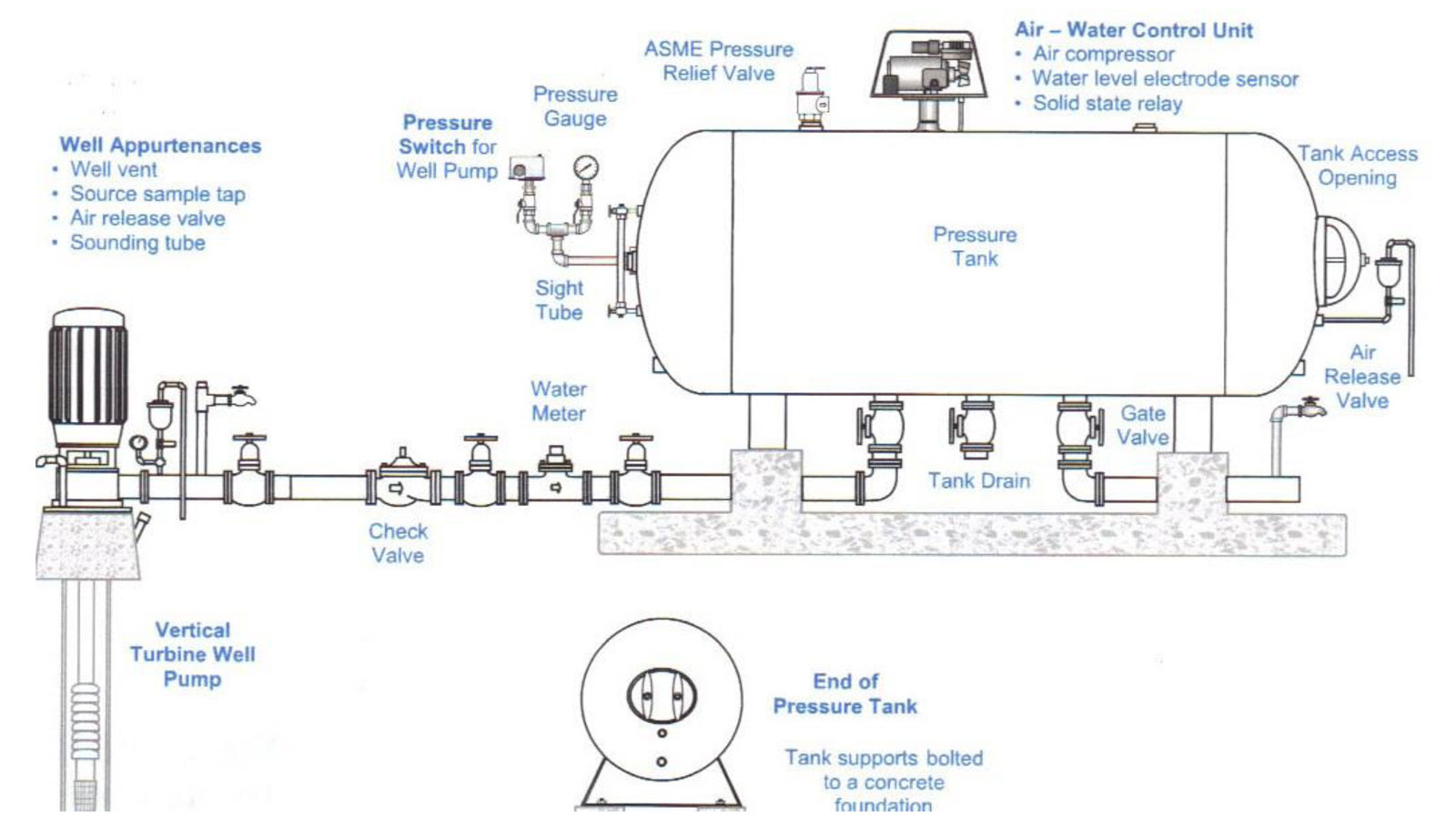
Hydropneumatic Tank Inspection And Maintenance Global Engineering And Contracting Inc
The Engineering Concepts Learn All Your Chemical Mechanical Engineering Concepts
Mitigating Relief Valve Chatter Through Side Branches
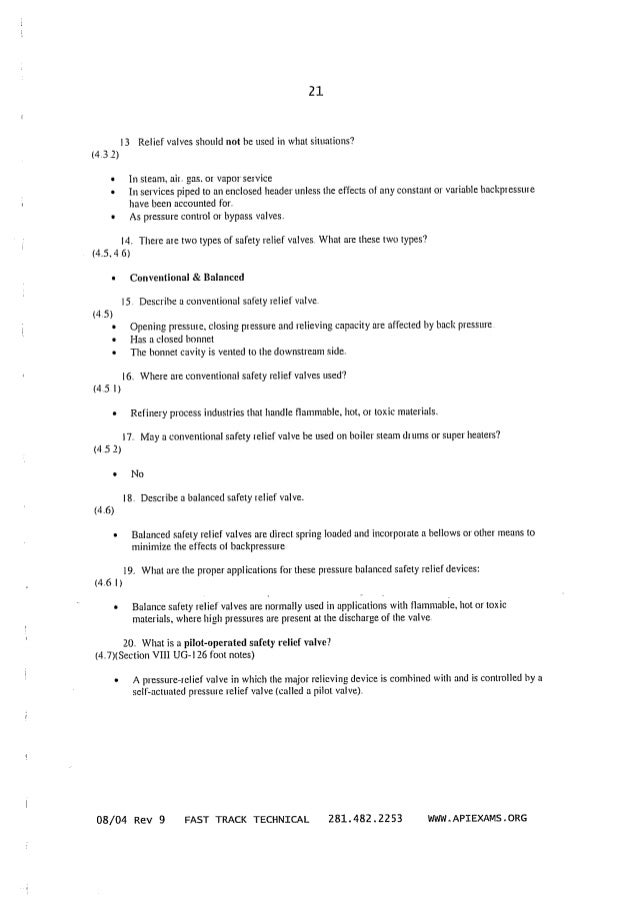
Api 510 Study Questions
Https Www Nationalboard Org Sitedocuments 2019 20nbic 20draft 20edition 2012 13 18 Pdf

313430 Altecnic 3bar Pressure Relief Valve With Male G 1 2 In G Male Connection And A G 1 2 Exhaust Port Altecnic
Https Rtmconsultants Com Wp Content Uploads 2019 07 Nfpa 20 2010 Pdf

Introduction To Rupture Discs The Process Piping
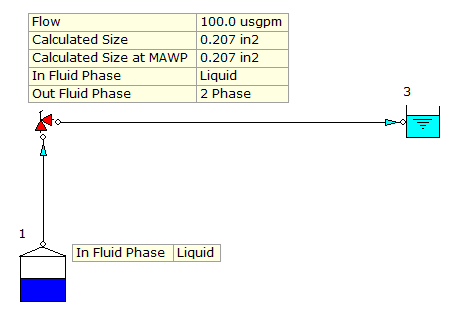
Latest News Fluidflow Fluidflow
Osha Published Requirements For Relief Systems Documentation

Pressure Relief Valve Inspection Frequency Table Docx Valve Boiler

Maintenance The Maintenance Manual Leser The Safety Valve
Https Www Nationalboard Org Sitedocuments Members 20only Technical 20presentations 2015 1 Techpresentation Ball Pdf

Guide To Fire Sprinkler Trim Valves Angle Ball Drop In Line Check Swing Check Pressure Relief Globe
Https Emergencyresponse Spartanmotors Com Wp Content Uploads 2019 09 Evt F3 Prep Course Pdf

